

spoonset, 2016
twenty five stainless steel dessert spoons formed with a CNC machined die set
materials and processes: mild steel, CNC machining, 304 stainless steel sheet, forming with hydraulic hand press
created for a design
and manufacturing course at stanford, these spoons and dies went through a complete design-to-
manufacturing
process.

concept sketches and clay prototypes
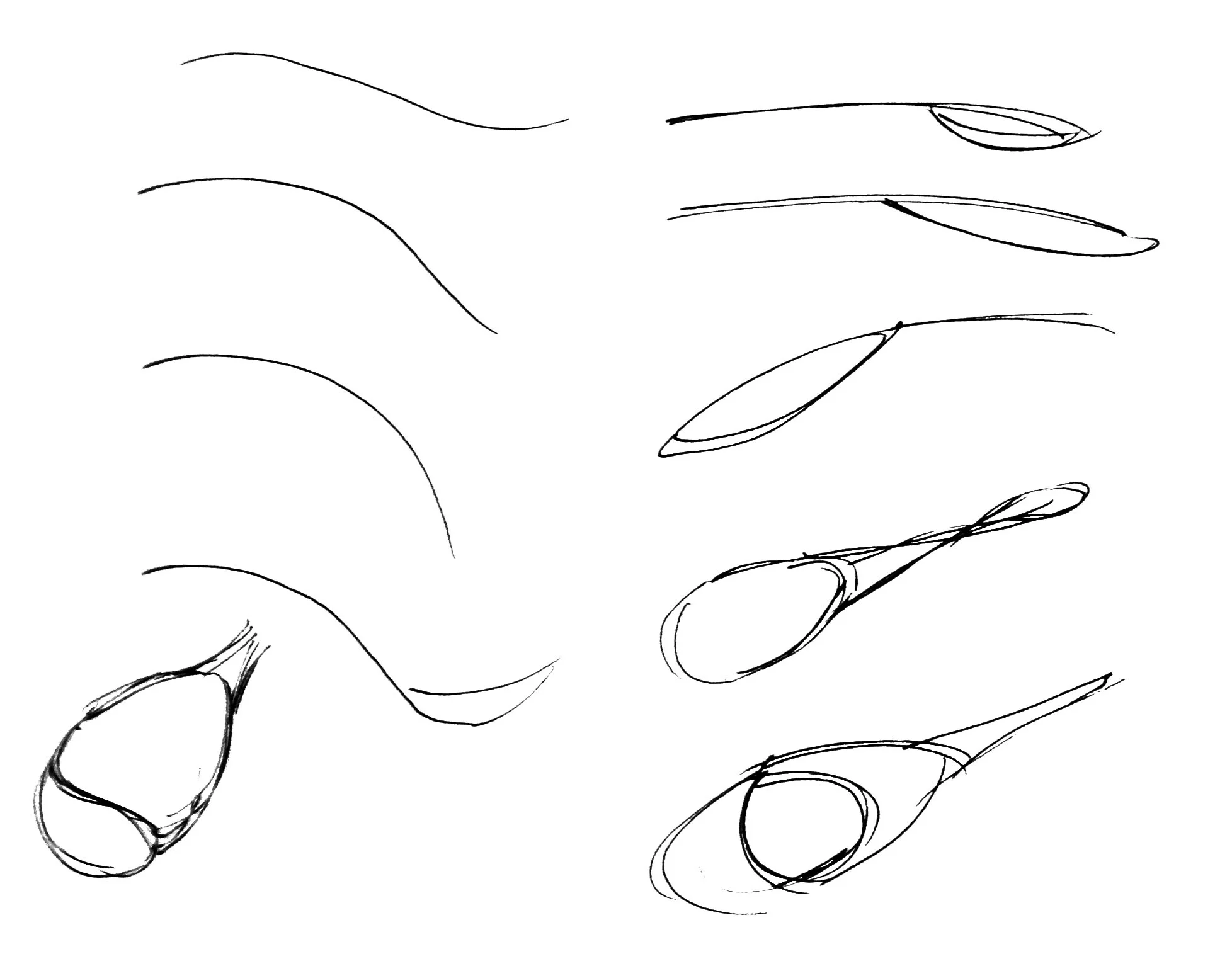
spoon design concepts inspired by curves found in plant leaves

prototyping in clay

clay spoon prototypes
machined prototype for proof of concept, handle prototyped using cardboard
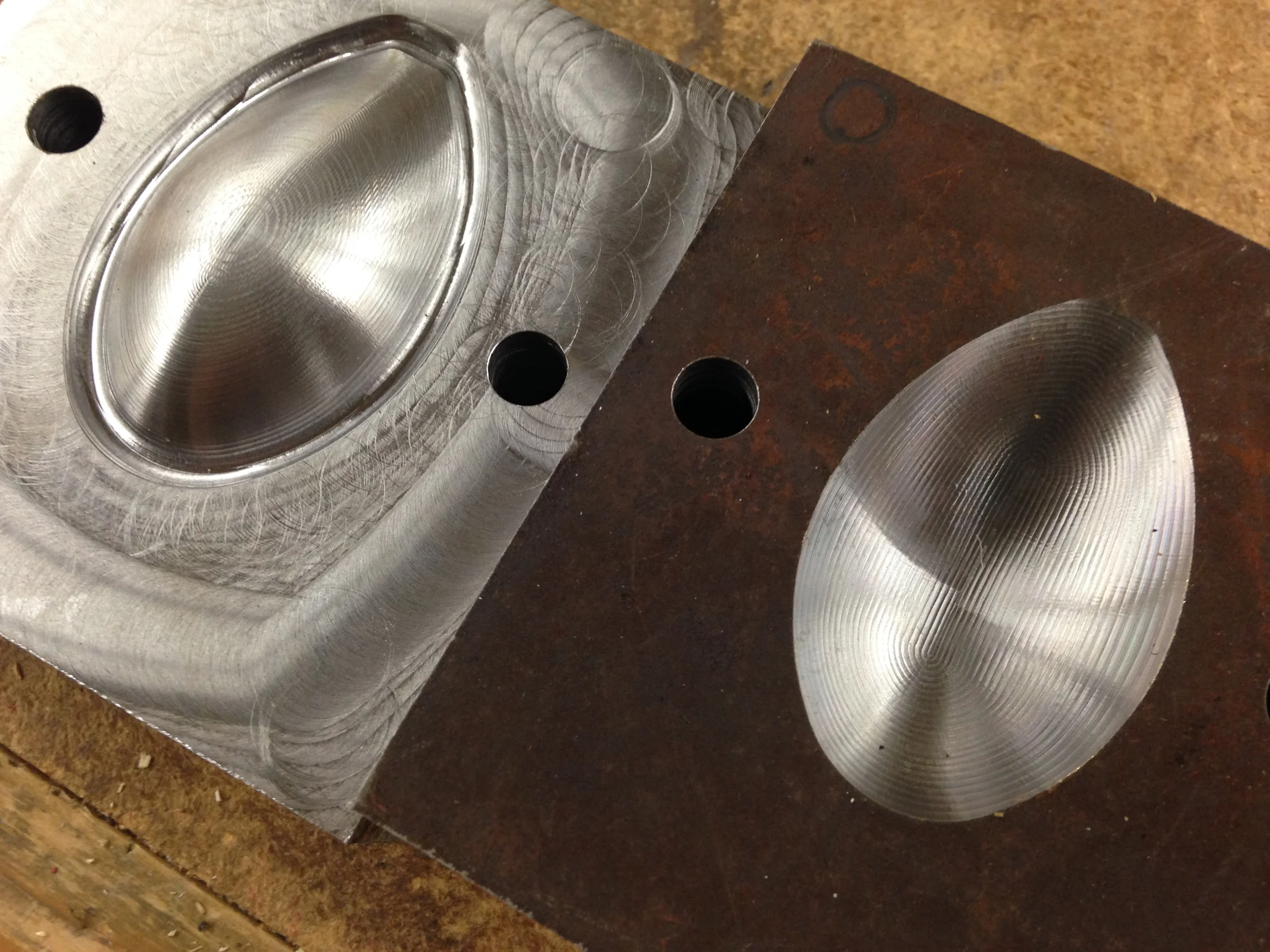
the test dies form the bowl part of the spoon

test dies in hydraulic press, forming spoon blank into bowl shape

spoon bowl success! handle shape prototyped with cardboard
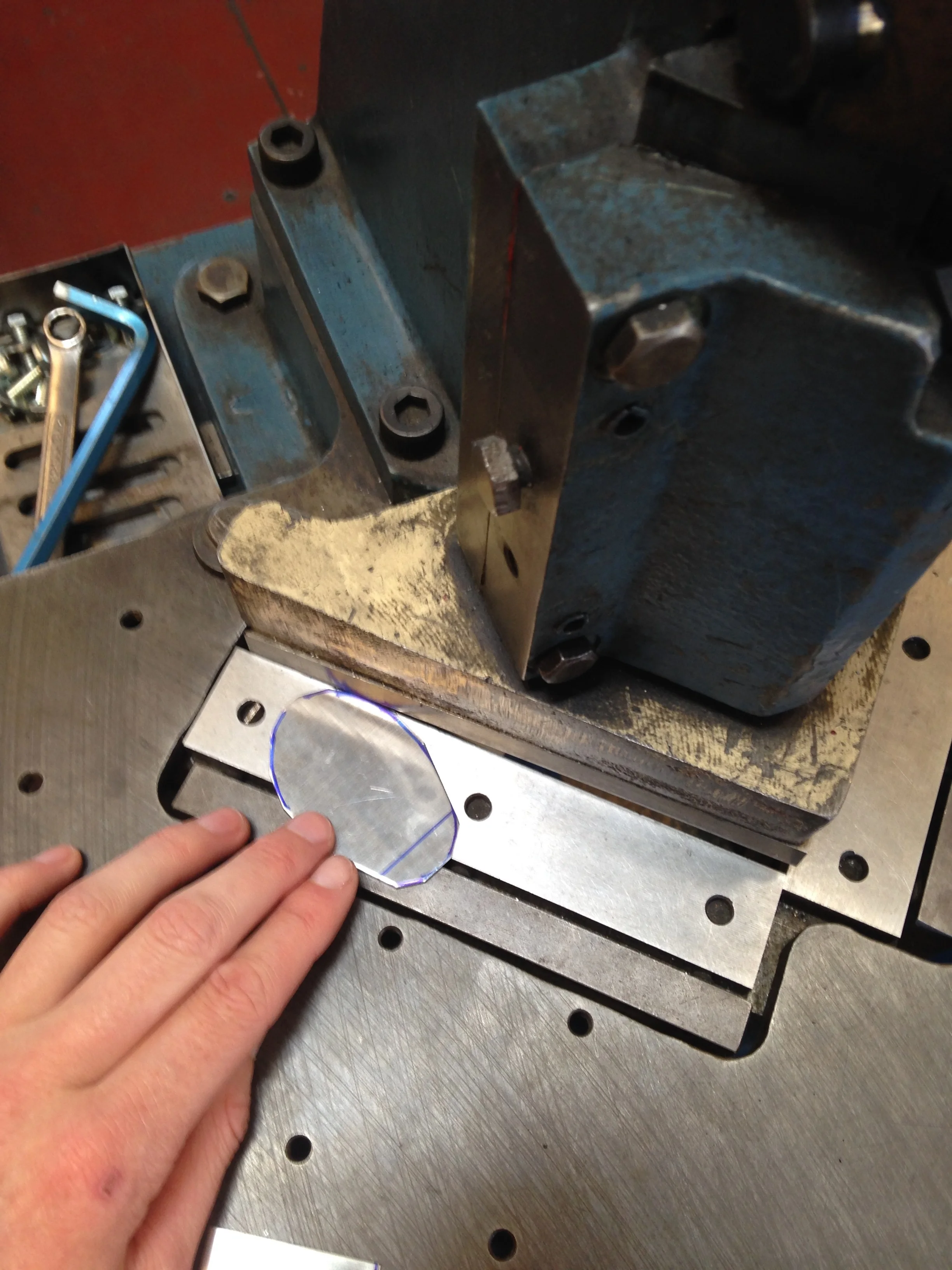
spoon blank cut to shape with corner notcher

formed spoon bowl sitting in lower die
final spoon shape and forming dies modeled in solidworks using surfacing and mold tools, then geometry converted to CNC machine code




i machined the dies on two different Haas VF1 CNC milling machines in the stanford product realization lab.
the final machining time was 2-3 hours per die, but required many more hours of planning, debugging, and test cuts.

machining in process. roughing passes were made with flat endmills, final geometry made with ball nose endmills.

during a shop session

completed die set
after creating several prototype spoon blanks, i sent the finalized spoon blank geometry out for water jet cutting.
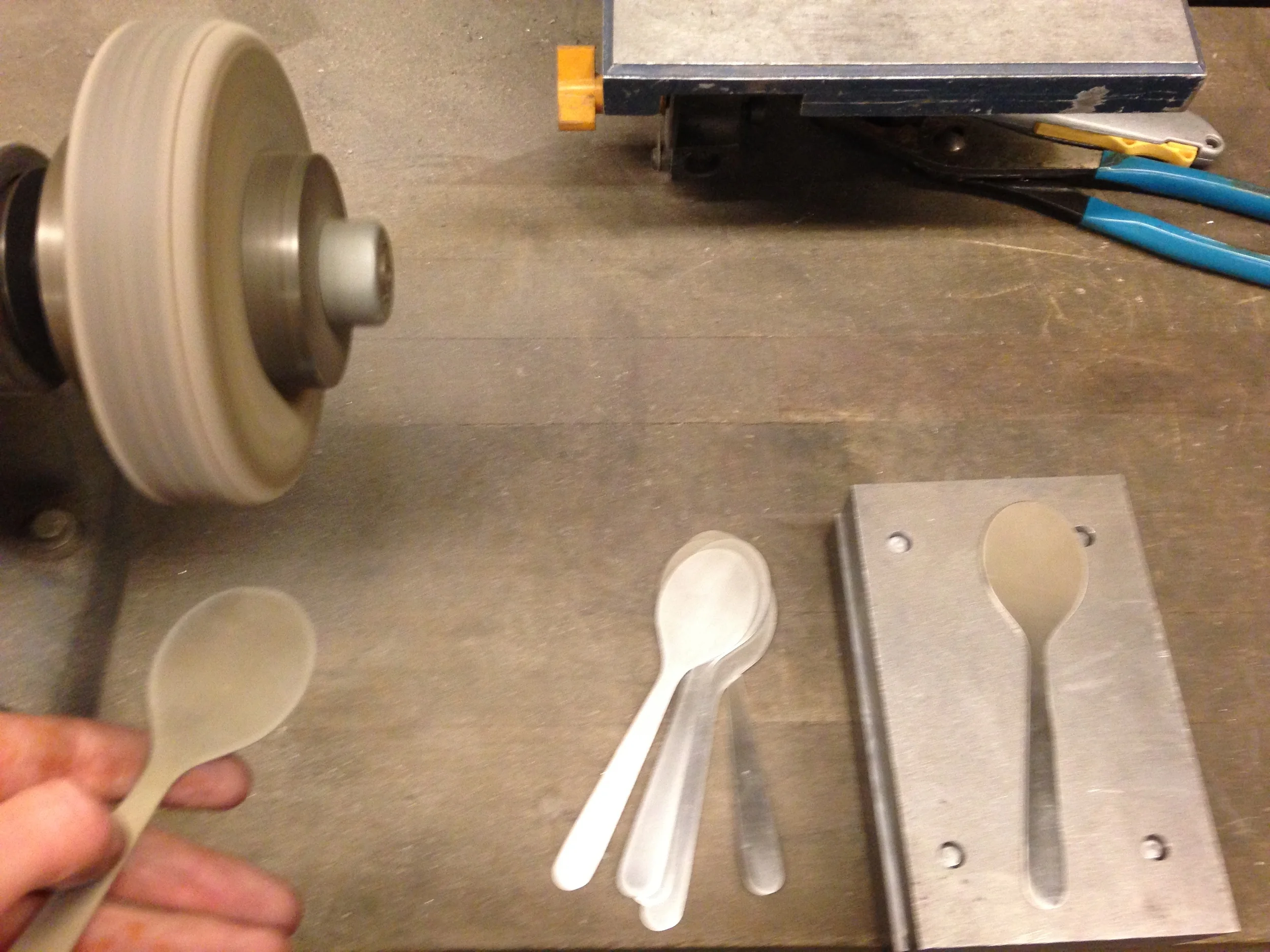
i then used a hand-operated hydraulic press to form the spoon blanks into the final spoon shape.

experimenting with different shapes and sizes for the spoon blanks
deburring the water jet cut spoon blanks

a spoon blank ready for forming
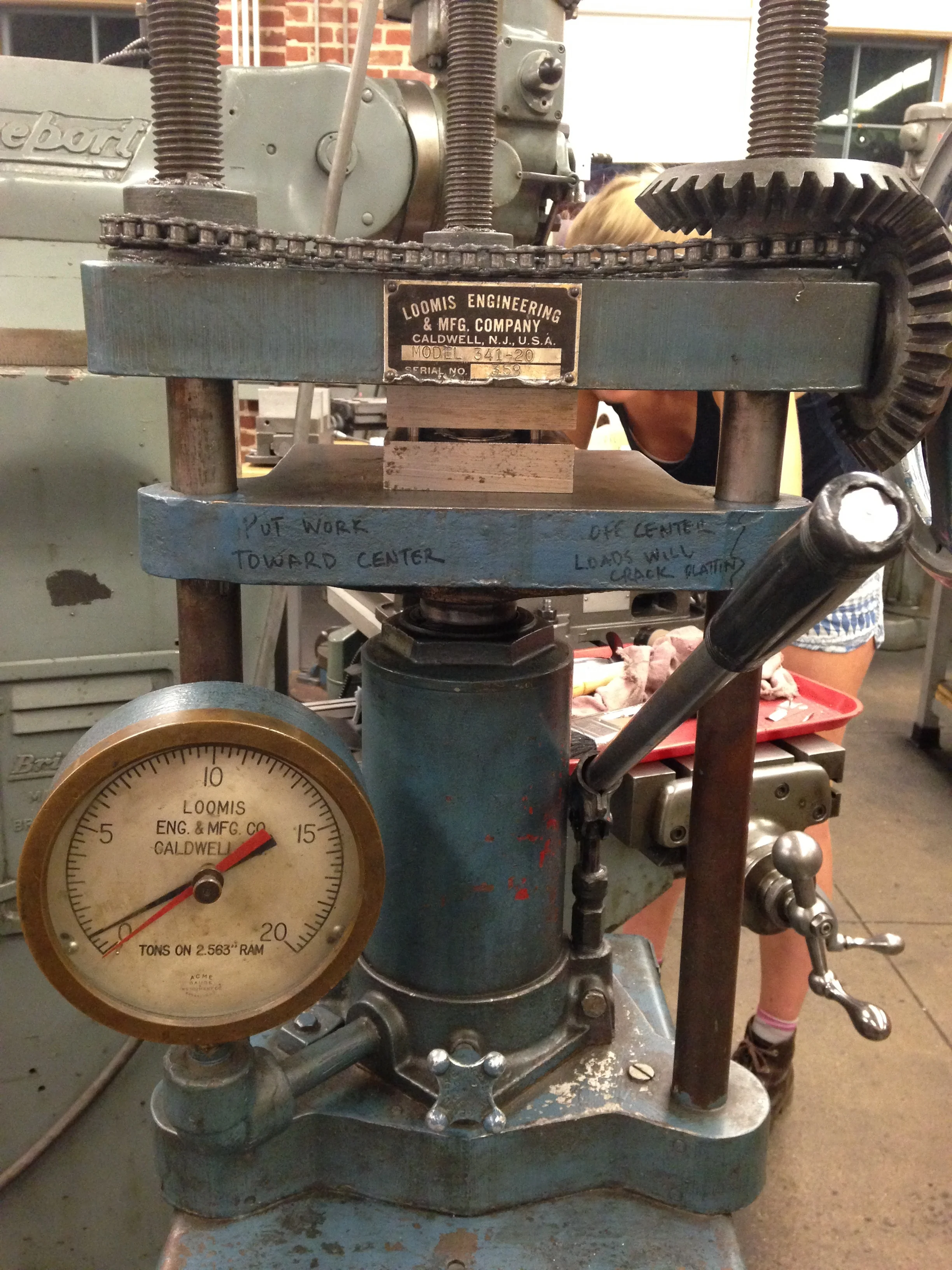
the hydraulic press used 10 tons to form the spoons

from spoon blanks to spoons, the process continued into the night!
the 25 spoons were given to family members and friends, with custom handle designs for each person.

first photograph of the entire set of spoons

for the second-year design loft students who graduated

leaf designs for family members and friends

for my class' teaching team

lessons learned!
include an alignment feature for the spoon blanks;
aggressive feeds, speeds, and depth of cut lead to dull tools, so consider the tradeoffs;
oh, and when you accomplish something big, celebrate!!

spoon blank slid to the side due to no alignment feature in the die
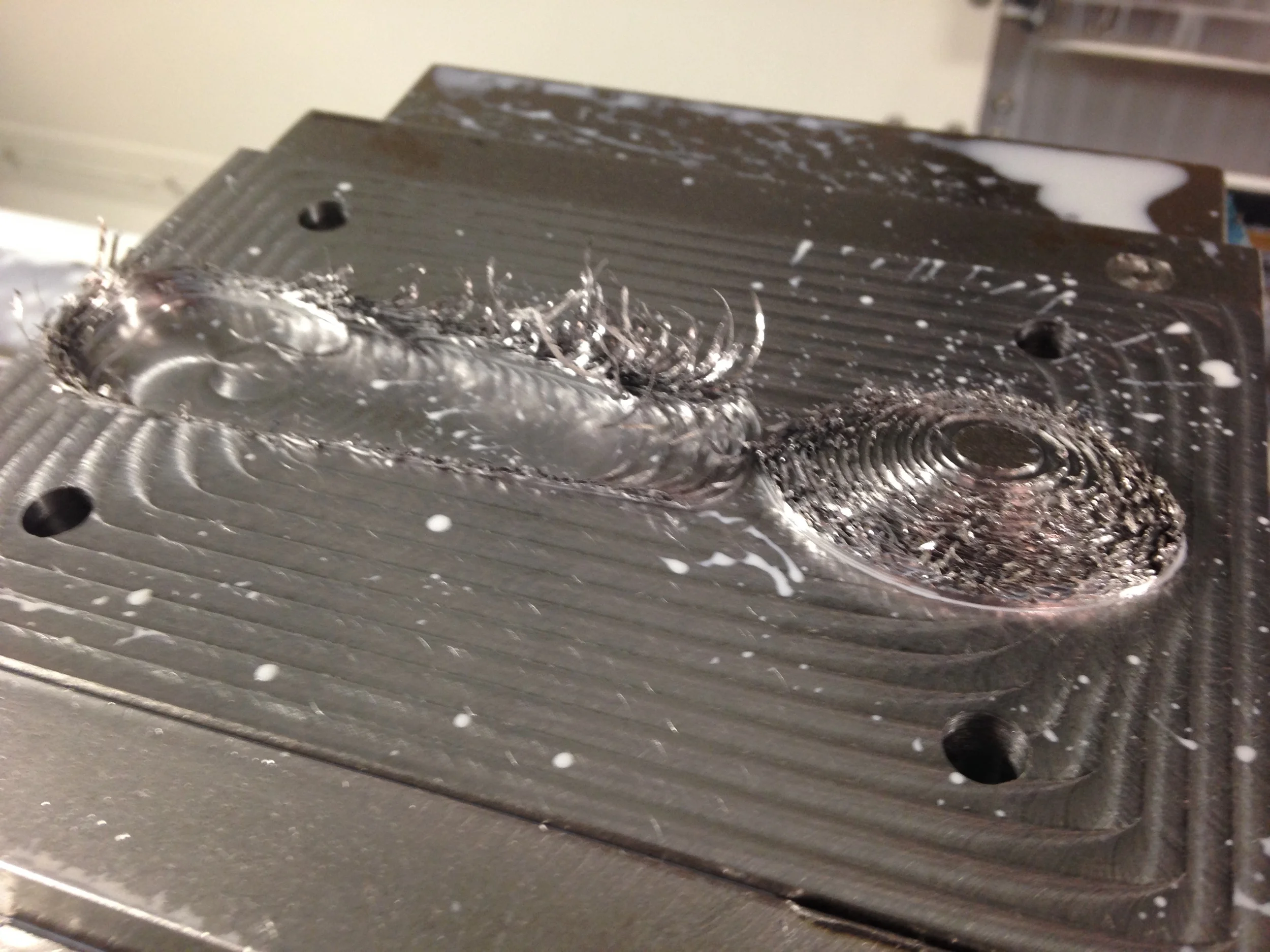
the roughing endmill was a bit dull, the finish pass cleaned it up though!

there was ice cream in this bowl : )
many thanks to my classmates, loftees, mentors, shop TA's and the teaching team
for supporting me in this design and manufacturing adventure!
